

夹壳联轴器型号为JQ(带悬吊环)、JQW(无悬吊环立式)
夹壳联轴器主流型号为JQ(带悬吊环)、JQW(无悬吊环立式),属于刚性剖分式联轴器,核心毛坯成型分铸造、锻钢(圆钢机加)、不锈钢精密铸造、铝合金压铸 / 锻铝四大工艺路线,下面按工艺分类整理结构、工艺、材质、优缺点、适用工况。
一、通用基础结构(所有夹壳联轴器统一组成)
两半剖分夹壳本体:核心承载件,轴向对半剖开,内壁加工轴孔、键槽;
高强度夹紧螺栓组:多组螺栓对穿夹紧两半壳体,靠预紧力产生轴面摩擦力传扭;
轴向定位挡环 / 半环:限制轴窜动,立式搅拌设备标配;
悬吊环(仅 JQ 型):立式长搅拌轴专用,支撑轴自重;JQW 型取消悬吊环;
平键:摩擦传扭失效时的备用传力结构。
二、四大主流成型工艺种类详解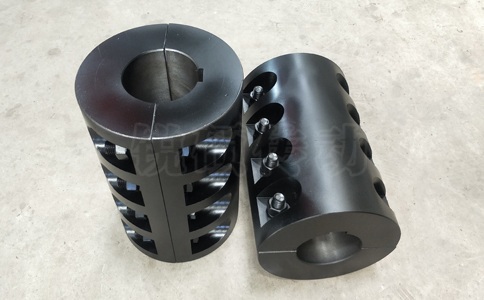
工艺 1:铸造工艺(铸铁 / 铸钢夹壳联轴器,行业最通用)
细分铸造分支
1)灰铸铁砂型铸造(HT200/HT250)
2)铸钢砂型 / 消失模铸造(ZG270-500、ZG310-570)
3)不锈钢精密铸造(失蜡硅溶胶,304/316L)
1.1 灰铸铁铸造夹壳(HT200)
成型工艺
木模 / 泡沫模→砂型浇注→毛坯退火去应力→数控车、铣、钻加工剖分面、轴孔、螺栓孔。
材质:灰铸铁 HT200、球墨铸铁 QT450/QT600
结构特点
可一体铸出悬吊环、螺栓凸台、加强筋,复杂外形一次成型,无需二次焊接;剖分面、内孔后续精加工。
优点
成本最低,批量生产速度快;
减振性能略优于碳钢,切削加工易;
可做超大规格(JQ130~JQ160 重载大轴径)。
缺点
脆性大,抗冲击、抗疲劳差,不可频繁正反转;
内部易产生气孔、缩松缺陷,大扭矩工况易开裂;
防锈差,需喷漆防腐;
强度低于铸钢、锻钢。
适用:低速轻载、载荷平稳、无冲击,小型搅拌、水泵、低速输送机。
1.2 普通铸钢夹壳(ZG270-500 铸钢)
成型工艺
树脂砂 / 消失模铸造,高温钢水浇注,正火处理消除铸造应力,再机加工。
材质:碳素铸钢 ZG270、ZG310
结构特点
同铸铁,可一体成型悬吊环、加厚加强筋,适合中大型规格。
优点
强度、韧性远高于铸铁,可承受中等冲击、重载;
大规格一体成型,比锻钢毛坯成本低;
焊接修补缺陷方便。
缺点
仍存在铸造疏松、气孔,疲劳寿命不如锻钢;
铸造收缩大,壁厚需≥8mm,小型规格不经济;
自重偏大,高速平衡性差(线速度≤5m/s)。
适用:化工搅拌、立式减速机、冶金低速辊道、中重载平稳传动。
1.3 不锈钢精密铸造夹壳联轴器(304/316L 失蜡铸造)
成型工艺
硅溶胶失蜡精密铸造(熔模铸造):蜡模成型→挂壳→脱蜡→真空熔炼浇注→固溶热处理,毛坯尺寸精度高,余量小。
材质:06Cr19Ni10(304)、022Cr17Ni12Mo2(316L)
结构特点
一体成型复杂曲面、悬吊环,表面光洁,仅少量切削加工;无锈蚀风险。
优点
耐酸碱、水汽、食品介质腐蚀,无涂层;
尺寸精度高,密封好,无铁锈污染物料;
卫生级,可用于食品、制药、化工腐蚀工况。
缺点
价格极高,仅腐蚀环境选用;
不锈钢强度略低于 45# 钢锻件,同等扭矩需加大壳体尺寸;
不可承受剧烈冲击,易塑性变形。
适用:反应釜、食品搅拌机、污水搅拌、酸洗设备、海洋腐蚀环境。
工艺 2:锻钢 / 圆钢整体机加工工艺(45#、40Cr 锻打 / 棒料车削)
细分两种毛坯形式
1)锻打毛坯:45#/40Cr 钢锻压成型;
2)实心圆钢棒料直接车铣(小规格 JQ25~JQ50)
2.1 圆钢棒料直接机加工(小规格标准件)
成型工艺
45# 热轧圆钢下料→数控车床车外圆、内孔→线切割 / 铣削对半剖开→钻螺栓孔、键槽。
材质:45# 热轧圆钢
结构特点
无复杂一体悬吊环(小规格无悬吊需求),结构简洁,剖分面平整,配合精度高。
优点
无铸造缺陷,内部组织致密,强度均匀;
加工周期短,尺寸精度、同轴度优于铸件;
拆装贴合紧密,摩擦传扭稳定不易打滑;
可淬火调质,表面硬度高耐磨。
缺点
大规格圆钢耗材多,成本高于铸钢;
无法一体铸出悬吊环,大立式搅拌不适用;
外形无加强筋,同等扭矩外径更大。
适用:小型立式搅拌、实验室设备、轻型低速轴连接。
工艺 3:铝合金压铸 / 锻铝夹壳(轻量化专用,小众)
成型工艺
铝合金高压压铸(小规格)/ 铝锻毛坯机加工
材质:ZL104 压铸铝、6061 锻铝
优点
重量轻、加工快、防锈、成本中等;
缺点
承载扭矩极低,抗压差,高温易软化;
适用:小型轻型设备、实验室搅拌、轻载低速精密轴。
工艺 4:焊接成型夹壳(非标定制,极少量产)
成型工艺
钢板卷筒 + 钢板切割筋板 / 法兰焊接,再对半剖开加工;
优点:超大非标轴径可快速定制;
缺点:焊接应力大,易变形,平衡差,疲劳性能差;
适用:临时改造、超大特殊轴径非标设备。
三、夹壳联轴器选型总结要点
常规通用工况(无腐蚀、中等载荷):优先ZG270 铸钢铸造,性价比最高;
小型设备、追求高精度:选45# 圆钢机加工;
重载、频繁启停、冲击载荷:选40Cr 锻钢锻打工艺;
酸碱、食品、医药防腐环境:304/316L 精密铸造不锈钢;
预算极低、轻载无冲击:HT200 灰铸铁铸造;
轻量化、微型设备:铝合金压铸工艺。



同类文章排行
- 夹壳联轴器型号为JQ(带悬吊环)、JQW(无悬吊环立式)
- JQ 夹壳联轴器材质应用
- 带制动轮联轴器型号种类和结构组成部分
- LAK 型鞍型块弹性联轴器工作原理
- 立式夹壳联轴器规格和结构
- JQW型夹壳联轴器型号结构
- JSZ型带制动轮蛇形弹簧联轴器结构设计
- 蛇形弹簧联轴器的保养分享
- 蛇形弹簧联轴器型号种类和应用选择
- JS型蛇形弹簧联轴器型号种类
资讯文章
- DJM 型(单膜片)与 SJM 型(双膜片)膜片联轴器
- 市场常用带制动盘联轴器型号种类
- LAK 型鞍型块弹性联轴器适用于哪些工况
- 卡箍式联轴器结构类型
- 夹壳联轴器的材质和工作温度要求
- 蛇形弹簧联轴器的标准有哪些分类
- 蛇形弹簧联轴器的间隙标准
- 蛇形弹簧联轴器有多少种型号,如何区分?
- 不同型号的JS型蛇形弹簧联轴器的适用范围
- JS型蛇形弹簧联轴器型号规格参数含义解读

